

|




- 品牌:“萍乡科隆”牌
- 货号:详询厂家!
- 发布日期: 2020-07-02
- 更新日期: 2024-11-21
| 外型尺寸 | 为客户定制! |
| 品牌 | “萍乡科隆”牌 |
| 货号 | 详询厂家! |
| 用途 | 为了清除气体中的雾沫和墉带的液相, |
| 型号 | 愱客搁要求尺寸及材质定制 |
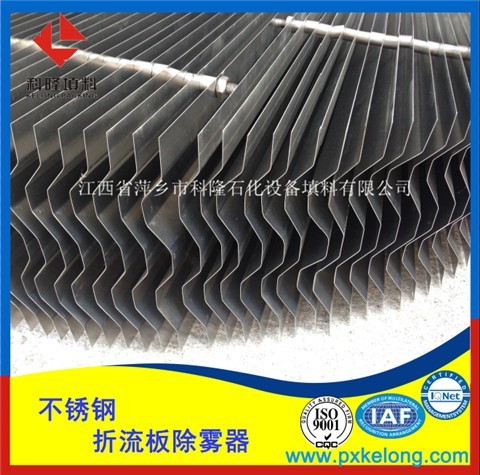
不锈钢折流板除雾器主要技术性能参数
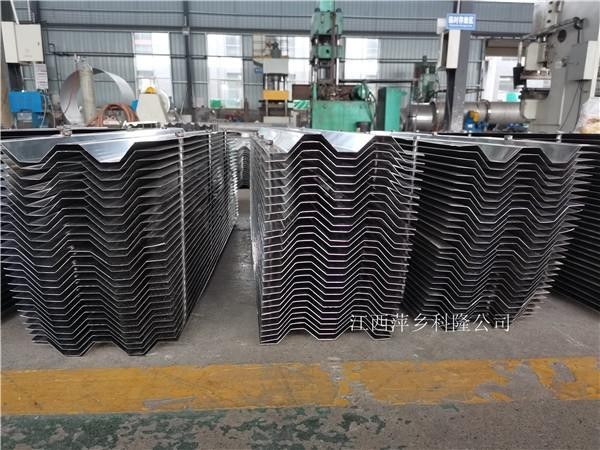
江西省萍乡市科隆填料塔内件厂专业生产不锈钢除雾器,其本体结构如下:
不锈钢除雾器本体由旋流板除雾器叶片、卡具、夹具、支架等按一定的结构形成组装而成。其作用是捕集烟气中的液滴及少量的粉尘,减少烟气带水,防止风机振动。
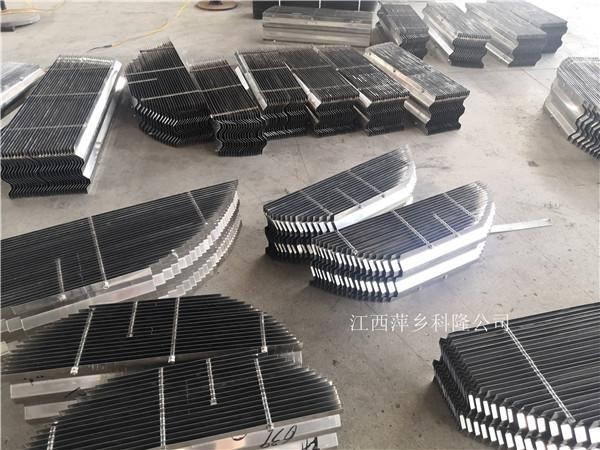
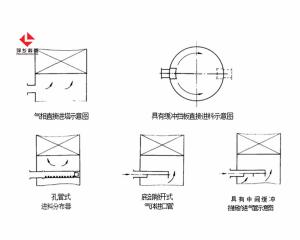
不锈钢除雾器布置形式通常有:水平型、人字型、V字型、组合型等大型脱硫吸收塔中多采用人字型布置,V字型布置或组合型布置(如菱形、X型)。吸收塔出口水平段上采用水平型布置。旋流板除雾器布置形式:
不锈钢除雾器叶片是组成旋流板除雾器的最基本、最重要的元件,其性能的优劣对整个除雾系统的运行有着至关重要的影响。旋流板除雾器叶片通常由高分子材料(如聚丙稀、FRP等)或不锈钢(如316L)两大类材料制作而成。旋流板除雾器叶片种类繁多。按几何形状可分为折线型(a、d)和流线型(b、c),按结构特征可分为2通道叶片和3通道叶片。
一:主要性能参数
1、除雾性能可用除雾效率来表示。
除雾效率指除雾器在单位时间内捕集到的液滴质量与进入除雾器液滴质量的比值。
一般要求,通过除雾器的雾滴含量一个冲洗周期内的平均值小于75mg/Nm3。该处的雾滴粒径大于15um的雾滴,烟气为标准干烟气。
2、压力降
压力降是指烟气通过除雾器通道所产生的压力损失,系统压力越大,产生的能耗比就越高。湿法脱硫系统除雾器的压力降一般要求在120-200pa之间(两级除雾器)
二:除雾器的特性参数
1:除雾器的临界分离粒径
波形板除雾器利用液滴的惯性力进行分离的,在一定的气流流速下,粒径大的液滴惯性力大易于分离,当液滴粒径小于一定程度时,除雾器对液滴就失去分离捕捉能力。
2:除雾器临界烟气流速在一定烟速范围内,除雾器对液滴分离随烟气流速增大而提高,但当烟气流速超过一定流速后除雾能力下降,这一临界烟气流速称为除雾器临界烟气流速。临界点的出现,是由于产生了雾沫的二次夹带所致,即分离下来的雾沫,再次被烟气带走,其原因大致是:①撞在叶片上的液滴由于自身动量过大而破裂、飞溅;②气流冲刷叶片表面上的液膜,将其卷起、带走。因此;为达到一定除雾效果,必须控制烟气流速在一合适范围内。气流*速度不能超过临界气速;*速度要保证能达到所要求的*除雾效率。
三:除雾器的主要设计参数
1:烟气流速
通过除雾器断面的烟气流速过高或过低都不利于除雾器的正常运行,烟气流速过高易造成
烟气二次带水,从而降低除雾效果,同时流速过高造成系统阻力大,能耗高。通过除雾器断面的烟气流速过低,不利于气液分离,同样不利于除雾效果。此外设计的流失低,吸收塔断面尺寸加大,投资也随之增加。设计烟气流速应接近临界流速。根据不同除雾器叶片结构及布置形式,设计流速一般选定在3.5-5.5m/s之间。烟道式可在3.5-7.0m/s之间
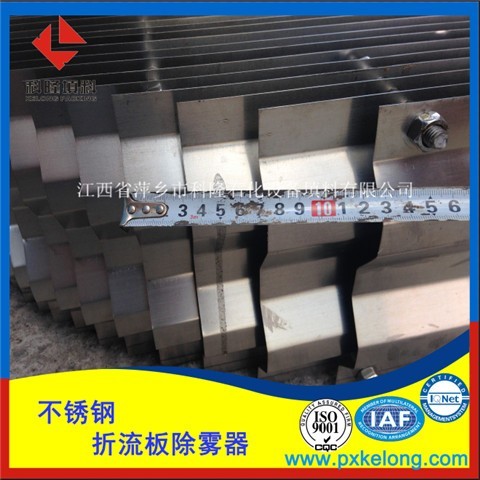
2:除雾器叶片间距
叶片间距的大小,对除雾器的除雾效率有很大影响。随着叶片间距的增大除雾效率降低。
板间距离的增大,使得颗粒在通道中流通面积变大,同时气流的速度方向变化趋于平缓,而使得颗粒对气流的跟随性更好,易于随着气流流出叶片通道而不被捕捉,因此除雾效果降低。除雾器叶片间距的选取对保证除雾效率,维持除雾系统稳定运行至关重要。叶片间距大,除雾效率低,烟气带水严重,易造成引风机、换热器故障,导致整个系统非正常停运。叶片间距选取过小,出加大能耗外冲洗的效率也有所下降,叶片上易结垢、堵塞,最终也会造成整个系统停运。叶片间距根据系统烟气特征(流速、so2含量、带水负荷粉尘浓度)、吸收利用率、叶片结构等综合因素进行选择。目前脱硫系统中常用的除雾器叶片间距25-40之间。

3:除雾器的级数
级数的增加,除雾效率增大,而压力损失也随之增大。除雾器的设计要求以提高除雾效率降低压力损失为宗旨。因此,单纯追求除雾效率而增加级数,却忽视气流阻力损失的增加,其结果将使能量的损耗显著增加。现在的脱硫系统采用两级除雾系统。
4:除雾器的冲洗水压
除雾器水压一般根据冲洗喷嘴的特征与除雾器之间的距离等因素确定(喷嘴与除雾器之间的距离一般为650-900mm),冲洗水压低时,冲洗效果差。冲洗水压高则易造成烟气二次带水。同时降低叶片使用寿命。一般情况下,一级除雾器采用两层冲洗;及烟气的正面一层(除雾器对烟气的*临界面)向上冲洗,水压为2.5-105pa以内,除雾器的背面一层向下冲洗,水压为1.5-105pa以内.二级除雾器采用一层向上冲洗,水压同一级同样。反面不冲洗,以免造成二次携带。具体的数值需根据工况情况而定。
5:除雾器的冲洗水量
选择除雾器冲洗水量处理需要满足除雾器自身的要求外,还需要考虑系统水平衡的要求有
些条件下需采取大水量短时间冲洗,有时则采用小水量长时间冲洗,具体冲洗水量需由工况条件确定,一般情况下除雾器断面上舜时冲洗水量约2-4.5m3/h
6:冲洗覆盖率
冲洗覆盖率是指冲洗水对除雾器断面的覆盖程度。根据不同工况条件,冲洗覆盖率一般可
以选在100%~300%之间。及喷嘴喷射扩散角面积的重叠率。总的要求整个除雾器断面不能有死角,达到100%冲洗。防止因未冲洗到而造成堵塞,从而造成系统停运。
7:除雾器冲洗周期
冲洗周期是指除雾器每次冲洗的时间间隔。由于除雾器冲洗期间导致烟气带水量加大所以
冲洗不宜过于频繁,但也不要间隔太长,否则易产生结垢现象,除雾器的冲洗周期主要根据烟气特征及吸收剂确定,一般以不超过2h为宜,也就是不冲洗为冲洗时间的3~6倍;循环单道时间在20-60秒之间。
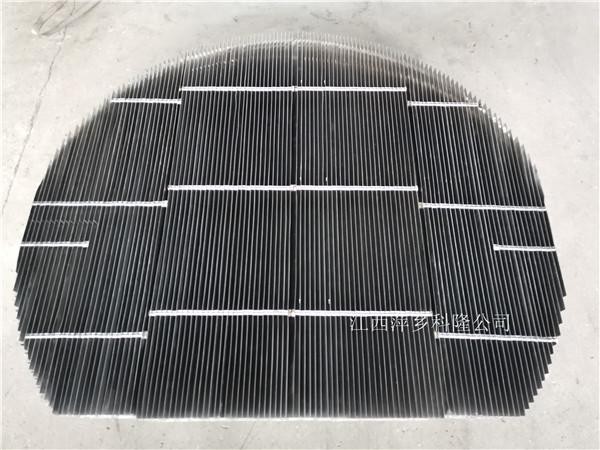
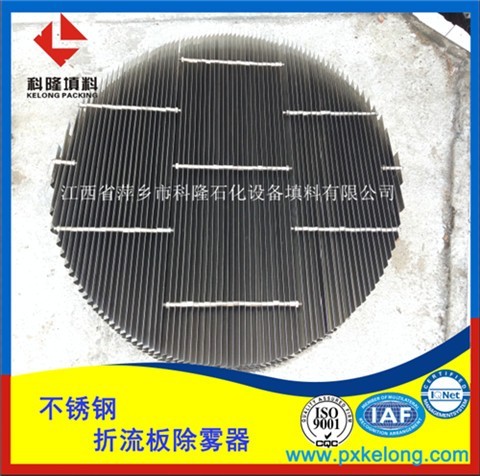
平板形除雾器由波纹形叶片和筋板穿插组成,安装在塔的顶部,与烟气成垂直水平布局。两层设计:分一二两级,烟气垂直通过除雾层。筋板与叶片采用热风焊和热容焊连接而成。根据通道的距离筋板与筋板的距离也随之变化,其范围在520-660mm之间,除雾器叶片间距为:一级40mm,二级25mm。一般通道跨径为1850mm梁间距为2185mm。三层冲洗;两层向上在除雾器的正面,一层向下在除雾器的背面。两级除雾器间距1800-1950mm之间,一级除雾器两层上下冲洗,二级除雾器一层冲洗向上,反面不冲洗。
平板形除雾器是一种最原始的设计,除雾器平行于塔的截面上。烟气垂直通过除雾器通道,在波纹板的改向过程中除去烟气所含的水分和固体物质,从而达到净化的目的。1:一级除雾器采用四转向波纹板,一般工作通道跨境2185mm(具体根据实际工况设计通道跨境);工作面为垂直平行°\u12290X在结构为平行设计、水平架设在支撑梁上。而工作面与烟气成垂直平行使上升的烟垂直均匀通过叶片通道。每一通道上由若干组除雾器模块组成,下层冲洗位于除雾器下方650-900mm处;架设在管道支撑方钢上,喷嘴与除雾器断面正角对称布置,使除雾器得到100%覆盖冲洗。上层冲洗架设在上管道支撑方钢上,喷嘴与除雾器反面成逢面冲洗;为了使冲洗管道能稳定,在每个方钢上均有一个固定管卡。
2:二级除雾器大体与一级基本相同,只是叶片间距比一级小:为25mm间距。而冲洗系统只设计一层;下层向上冲洗。反面不冲洗,防止烟气二次携带(特殊工况设计上层冲洗)。
平板形除雾器采用两层除雾三层冲洗的结构方式,临界工作面成水平形;这样的设计主要针对烟气比较均匀的脱硫塔,塔体断面小烟气流速高的不宜使用。一级除雾器叶片间距为40mm,通道跨径一般为2185mm(实际根据现场工况而定),叶片采用四转向波纹板。烟气在通过一级除雾器断面的时候;烟气中的水分可以85%的被捕捉回收。捕捉粒径25-35um。由于一级除雾器是脱硫除雾环节的主要除雾层,烟气中的大部分杂质由一级捕捉。所以除雾叶片很容易积垢,因此一级除雾器冲洗系统设计了两层:临界面一层向上喷射冲洗,背面一层向下冲洗。确保除雾器的到彻底清洗。由于烟气在通过一级除雾器时,烟气中的大部分水分和夹带物已经被捕捉回收(25um以上);一小部分逃逸,还有冲洗一级除雾器时所产生的水汽。这些介质就要二级除雾器将其捕捉回收二级除雾器叶片间距为25mm,叶片采用四转向波纹板。烟气在通过二级除雾器断面的时侯,由一级所逃逸的部分水汽和冲洗一级除雾器所产生水汽,将由二级对其进行完全捕捉回收。由于二级除雾器间距较小,也就是烟气在通过这一级除雾器时,烟气在上升的过程中受到挤压,使其充分与除雾片接触。所以二级除雾器的除雾粒径更小,捕捉粒径再20-25um以上。但同时也增加压降。由于二级除雾器是补助除雾,所以冲洗只有一层:正面向上冲洗,反面不冲洗。防止再次逃逸。
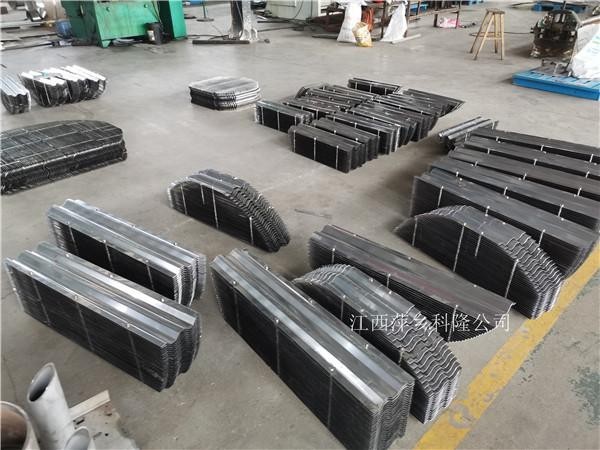
以上图片是为山东一化工厂客户不锈钢折流板除雾器DN500-800mm,316L材质的,数量多套,江西萍乡科隆化工填料厂专业生产各种材质各种形状各种间距折流板除雾器。
江西萍乡科隆填料塔内件公司是一家集设计研发、生产设备自动化、安装售后服务专业化、技术指导标准化于一体的国内行业*的、专业化的大型化工填料塔内件企业已有15年资质,是重点支持发展的产业,其产品广泛应用于环保、精细化工,石油化工、炼油、焦化、轻工、医药、冶金、钢铁厂、等行业中 ;注册资本 8000 万,固定资产 6000 万,全体员工约 300 人,中*技术专业人员 18 人,生产有环保装置填料、船舶烟气治理填料,塑料填料、金属、陶瓷填料及塔内件、化工设备等100多种产品,年生产能力 15000 吨以上,特别是近几年环保塔内装置业务不断、由我公司与河北工业大学、华东理工大学、天津大学、清华大学共同设计、生产的已投建的环保塔内装置运行良好。江西萍乡科隆填料塔内件公司具有成熟的工艺和完善的生产设备,生产设备主要有:金属填料全自动模具机30台、塑料机 50 台、波纹板填料生产线 12 条、激光切割机3台、冲压机 10 台、剪板机 2 台,自动点焊机10等,各车间都配备了专业的实验室,有完善的精准的检验设备,可以实时生产线的产品指标,根据检测数据调控生产方法。质检部配备了标准中规的出厂检验项目所有仪器,保证了出厂产品合格率达到 100%。
详情请来电咨询销售部 欧阳红梅 手机号码(微信同步)15807997225。
座机号码:0799-6685655,传真号码:0799-6685659。
感谢您浏览本公司网站,祝您:工作顺利,心想事成!


-
日资企业客户莅临科隆对DMAC回收装置填料塔内件进行严格验货 11月16日,科隆公司迎来了日资企业客户代表团进行了一次全面而严格的验货流程。为了确保产品符合其严格标准,日资企业客户特意派遣了由多位技术专家和品质管理人员组成的代表团,亲自进行实... VIEW DETAILS
-
2024年科隆公司质量月活动 —— “人人讲质量,个个懂质量” 在这个金秋送爽的季节里,萍乡科隆公司举行为期一个月的“质量月”活动。本次质量月以“人人讲质量,个个懂质量”为主题,深入贯彻“不接受不良品、不制造不良品、不流出不良品”的“三不”... VIEW DETAILS
-
科隆公司成功举办安全生产月活动,强化安全意识,共筑安全防线 6月,为积极响应国家关于安全生产的重要号召,进一步增强全体员工的安全生产意识,提升生产作业中的安全操作技能,江西省萍乡市科隆石化设备填料有限公司成功举办了以“人人讲安全、安全为人... VIEW DETAILS
-
萍乡科隆公司迎来山东客户年产18万吨液体蛋氨酸项目填料塔内件验货 2024年6月26日江西省萍乡市科隆石化设备填料有限公司迎来山东客户年产18万吨液体蛋氨酸项目填料塔内件验货,公司副总经理张总等代表对客户一行的莅临考察表示热烈欢迎,并全程陪同验货... VIEW DETAILS
-
2024年度萍乡科隆县长质量奖开展现场评审 2024年6月16日,萍乡科隆公司迎来县长质量奖专家评审团来我司现场评审莅临指导,专家评审组严格按照《芦溪县县长质量奖管理办法》的相关规定以及卓越绩效评价准则,在材料评审的基础上,进一... VIEW DETAILS
-
江西省萍乡市科隆石化设备填料有限公司举办“安全生产月”活动 今年6月是第23个全国安全生产月,主题为“人人讲安全,个个会应急一-畅通生命通道”。为贯彻国家安全生产精神,为进一步做好公司安全生产工作,我公司(江西省萍乡市科隆石化设备填料有限公... VIEW DETAILS

- 手机:13687998825
